Auteur solex120
Date Ven 17 Fév 2006 à 17:18
Vus 17475
Description Transformation d'un cylindre d'origine en fonte en cylindre équipé d'une valve à guillotine à l'échappement
Categorie Module Mécanique base Prototype
Type Technique de Préparation
|
|
Fabrication d'un système de valve à l'échappement
|
Cet article décrit les différentes étapes pour transformer un cylindre d'origine en cylindre équipé d'une valve à l'échappement.
Le premier problème qui apparait est le manque de matière au-dessus de l'échappement pour recevoir le logement de la valve. Pour résoudre ce problème, il faut adapter un bloc de matière qui permettra d'y usiner le logement de la valve.
Pour cela, il faut réduire le cylindre à une chemise sur la partie supérieur et usiner un bloc d'acier dans lequel le logement de la valve sera usiner. Il faut aussi prévoir un système de refroidissement. Dans le cas présenté ici, l'option choisie a été de braser des ailettes pour un refroidissement à air, mais il est tout aussi envisageable de fabriquer une pièce qui ferait office de logement de valve et de boite à eau.
Le cylindre d'origine et la pièce en acier assemblés ressemble à ceci:

Et voici mon père en train d'assembler les pièces:

Une fois les pièces assemblées et brasée, il faut usiner le logement de la valve. Ce logement à une forme oblongue inclinée par rapport à l'axe du cylindre. Pour cela, il faut un montage d'usinage permettant de brider le cylindre avec le bon angle d'inclinaison par rapport à la table de la fraiseuse.
Les étapes d'usinages sont les suivantes:
1) usinage du plan de joint de la valve

2) usinage du logement oblong de la valve

Le cylindre une fois usiné ressemble à ça:

L'étape suivante est le brasage des ailettes, qui n'est pas illustré ici.
Maintenant, la partie valve du cylindre est terminé, il faut s'attaquer à l'usinage de la valve.
La bonne solution est de la tailler d'un seul bloc, il est possible d'usiner séparément la guillotine et la queue, mais il y a un risque de rupture de l'assemblage (on a fait l'expérience d'une brasure qui a laché, le résultat n'etait pas beau à voir quand la guillotine est descendue dans le cylindre...).
La valve est maintenue fermée par un ressort et actionnée par un câble.

Il est envisageable d'ajouter un système d'actionnement automatique (à l'aide d'un electroaimant par exemple). Il existe aussi des systèmes d'actionnement basés sur la pression à l'intérieur de la pipe d'échappement (la pression augmente avec le régime moteur, à un certain régime la pression est suffisante pour déclencher l'ouverture de la valve, ce type de système existe sur les moteurs rotax).
Pour l'instant, on se contente d'une commande manuelle à l'aide d'un levier de starter (on n'est plus à un levier près sur un solex  ). ). |
| |
| Commentaires d'utilisateur |
| Beb : Jeu 23 Fév 2006 à 9:04 cylindre fonte solex!! |
|
Très bel article... belle réalisation...partir d'un cylindre d'origine solex...la base du concept du solex de compétition, cela fait plaisir de voir encore des personnes passer des heures sur leur cylindre en fonte solex, je suis un peu vert quand je doit rouler dans la meme categorie que des types qui roulent en Bidalot , Polini et compagnie juste parce que mon cylindre solex est a refroidissement liquide! Mais la ou s'est bon, c'est quand je fini devant....L'homogénéité des reglements...séparer les protosolex liquide des cylindres de mob!!! Je vais pas relancer le débat.
J'espere pouvoir faire un article similaire au tien, de ma réalisation sur mon dernier cylindre solex liquide 6 transferts (préparation 200H mini).
Encore félicitation pour ton travail. J'espere qu'on se croisera un jour sur une course.
Beb (ASME) |
|
 |
| solex120 : Jeu 23 Fév 2006 à 9:42 |
|

Je te félicite aussi, car ajouter des transferts sur un cylindre d'origine n'est pas une chose simple, pour le moment, je ne me suis pas attaqué au problème car le règlement RNS les interdit, mais le projet existe car voir un cylindre sur base d'origine pourrir les bidalot et companie est une idée qui me plait assez  |
|
|
| Toupy_33 : Mer 12 Avr 2006 à 21:43 |
|
Bonjour,
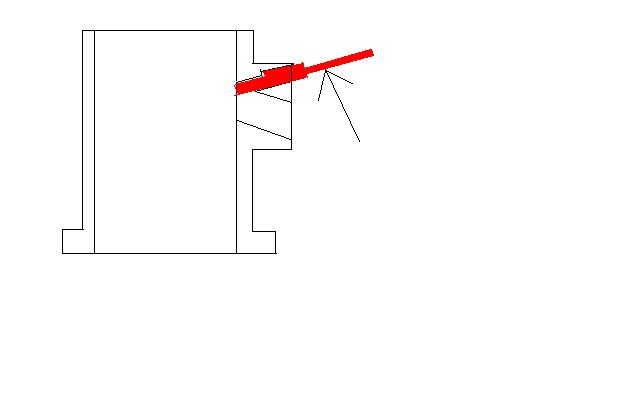
Excusez mon ignorance mais j'ai du mal a visualiser l'angle entre la guillotine et la sortie d'échapement...
Pouvez vous faire une gribouille de la position angulaire ???
Merci d'avance.
PS : pour le retour de la guillotine dans le piston, n'y a t il pas une possibilité de laisser une butée lors de l'usinage de la lumière oblongue et de la guillotine ?
PS2 : désolé mais Paint ne me permet pas de faire un joli dessin avec hachure etc !!! |
|
|
| solex120 : Jeu 13 Avr 2006 à 8:03 |
|
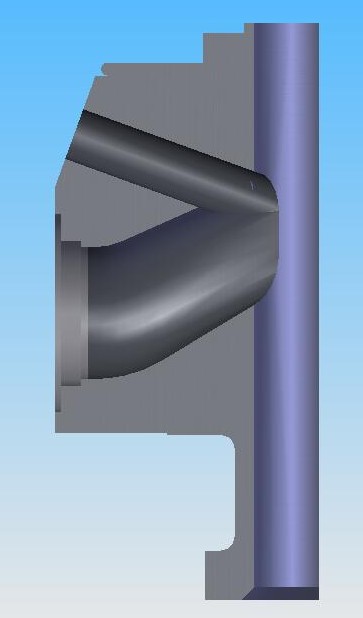
Voilà à quoi ressemble l'échappement de mon cylindre, la valve est inclinée à 70° par rapport à l'axe du cylindre.
Pour la butée, c'est plus simple de la faire au niveau de la portée de la guillotine sur le cylindre, car faire un simple trou oblong incliné n'est pas si évident que ça. |
|
|
| Mac Galet-R : Jeu 13 Avr 2006 à 18:37 |
|

Je n'imaginais pas du tout le système ainsi. Je pensais que tu avais fait 2 lumières auxiliaires (type booster) qui étaient bouchés par la guillotrine. Dans ton système, la guillotine vient contre le piston. Ca veut dire que t'as du réaléser guillotine en place, non ? |
|
|
| solex120 : Jeu 13 Avr 2006 à 18:50 |
|
Non, la guillotine est ajustée à la lime pour avoir 2 ou 3/10 de jeu par rapport au cylindre. C'est un boulot d'ajusteur assez sympa. Il faut aussi travailler la géométrie du conduit valve ouverte et valve fermée pour éviter les turbulences qui pertubent le fonctionnement. Mais une fois le tout bien ajusté, ça marche très fort!
Il existe aussi des systèmes à guillotine + booster mais je ne me suis pas encore lancé dans l'aventure :
 |
|
|
| Toupy_33 : Jeu 13 Avr 2006 à 21:35 |
|
Merci pour toutes tes précisions.
Deux dernières questions :
Sur la 4ème photo, on voit 2 trous au dessus du traditionnel trou d'échapement. Est ce que ceux ci correspondent aux extrémité du trou oblong ?
Sans 5ème axe sur ta fraiseuse, tu as du passé un bon moment pour calculer la position et l'angle pour faire tomber le fond du trou oblong juste au dessus du trou d'échapemment !!!
Dernière question : quels sont des diagrame avec et sans la valve.
PS : si tu as une photo de l'alésage du cylindre après, je suis preneur...
Merci d'avance, Toupy_33 |
|
|
| solex120 : Ven 14 Avr 2006 à 8:27 |
|
| Toupy_33 a écrit: | Merci pour toutes tes précisions.
Deux dernières questions :
Sur la 4ème photo, on voit 2 trous au dessus du traditionnel trou d'échapement. Est ce que ceux ci correspondent aux extrémité du trou oblong ?
Sans 5ème axe sur ta fraiseuse, tu as du passé un bon moment pour calculer la position et l'angle pour faire tomber le fond du trou oblong juste au dessus du trou d'échapemment !!!
Dernière question : quels sont des diagrame avec et sans la valve.
PS : si tu as une photo de l'alésage du cylindre après, je suis preneur...
Merci d'avance, Toupy_33 |
Je crois que les trous au dessus du trou d'échappement correspondent à des boosters qui peuvent être fermés.
En fait le fonctionnement de ce système est :
bas régime : boosters et guillotine fermés
mi-régime : boosters fermés guillotine ouverte
haut-régime : tout ouvert
Pour usiner le trou oblong, il à fallut faire un support d'usinage qui incline le cylindre avec le bon angle. Quant à sont positionnement, avec le modèle 3D ça ne pose pas de gros problèmes (il faut juste bien vérifier les cotes)
Niveau angles d'échappement, c'est 155° valve fermée et 175° valve ouverte, mais tout ça est dans les articles de la [bi-solex] |
|
|
|




