| Voir le sujet précédent :: Voir le sujet suivant |
| Auteur |
Message |
granjoie
Pilier de comptoir de Solex-Compétition


Inscrit le: 13 Aoû 2006
Messages: 895
Localisation: Grenoble
Mon Sox :
|
 Posté le: Jeu 21 Juin 2007 à 11:46 Sujet du message: Polissage, microbillage, dynamique des fluides... Posté le: Jeu 21 Juin 2007 à 11:46 Sujet du message: Polissage, microbillage, dynamique des fluides...
|
 |
|
Bonjour à tous,
Ben tout est dans le titre, un sujet peu aborder mais trés interéssant....
Qu'en pensez vous? Perso, je polis miroir calotte et echappement et je me pose des questions sur le bas moteur...
Auriez vous des articles techniques interessants sur le sujet? a t'on déja mesurer les gains des traitements de surface sur un moteur et lesquels  ? ?
Suffit pas de faire propre, la dynamique des fluides est plus complexe quelle y parait, et a son importance...
On peut également associer à cela, les effets de venturi (admission, transfert, échappement...) , les volumes morts et l'orientetation de la veine gazeuse...etc..
Lachez vous sur un post trés technique et théorique 
à bientot
_________________
....Complétement accroc à Nouziers, shooté à l'endurance.... |
|
| Revenir en haut de page |
|
|
granjoie
Pilier de comptoir de Solex-Compétition
Inscrit le: 13 Aoû 2006
Messages: 895
Localisation: Grenoble
Mon Sox :
|
|
| Revenir en haut de page |
|
| |
guiguisolex
Rêve la nuit de Solex


Inscrit le: 16 Fév 2006
Messages: 1664
Localisation: metz...bientot ....paris
Mon Sox :
|
|
| Revenir en haut de page |
|
| |
debecos
Rêve la nuit de Solex

Inscrit le: 02 Nov 2005
Messages: 1842
Localisation: 44 Nantes SUD
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 12:44 Sujet du message:
|
|
|

Sur un solex origine ou promo le polissage de la bielle peut être utile. Ca permet d'augmenter la dureté de surface et donc d'augmenter la résistance en limitant les microfissures. (même principe quun traitement de surface, qui coute plus cher)
Pour toute les catégories : polir, la calotte du piston et la chambre de combustion, réduire les dépôts de calamine et donc les points chauds. (à vérifier)
Pour certain pour améliorer le couple :
- Polissage des conduits d'admission ce qui réduit les pertes de charges
- Polissage des conduits d'échappement (meilleurs évacuation des gaz brûlés donc meilleur échange de gaz)
Explication prie sur un forum :
Pour répondre facilement (sans devoir fournir d'explications fastidieuses que je devrais réviser auparavant en plus), je prendrais l'image connue de la balle de Golf.
Pourquoi les balles de Golf présentent elles une surface régulièrement percée: parce que les joueurs s'étaient vite appercu que les balles usagées allaient bien plus loin que les neuves (lisses alors), de petites irrégularités permettent que des turbulences (favorables) se créent près de la surface / parois: le corps, masse gazeuse pour le cas qui nous intéresse est alors moins ralentis.
Au contraire, un polis "miroir" des transferts par exemple, crée un phénomène de condensation sur les parois qui rendra plus adhérente le charge fraîche en mouvement, en augmentant la couche limite (couche ralentie/ arrêtée) le polissage diminuera la section disponible pour que la charge fraîche se déplace avec la vitesse requise et par conséquent le débit sera réduit.
Voilà expliqué en langage pas trop scientifique pourquoi il vaut mieux rendre les transferts réguliers avec un léger grain: pas polis
Explication vérifier: si vous faite couler de l eau sur une tôle polir miroir et sur une tôle poli grain 320, la vitesse d'ecouleemnt est plus importante sur le poli grain
Personnellement je prefere tous sablé (merci crusty) sauf la chambre de combustion
_________________
L'homme n'est pas fait pour travailler. La preuve, c'est que ca le fatigue. 
http://picasaweb.google.com/juldebecos
http://www.dailymotion.com/Debecos |
|
| Revenir en haut de page |
|
| |
debecos
Rêve la nuit de Solex
Inscrit le: 02 Nov 2005
Messages: 1842
Localisation: 44 Nantes SUD
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 13:02 Sujet du message:
|
|
|
Le Polissage Electro-chimique
Principe :
L'état de surface détermine l'aspect, la fonction et la durée de vie des pièces métalliques. Le polissage et l'ébavurage électro-chimique (polissage électrolytique) améliorent toute une série de propriétés des surfaces métalliques.
L'application d'un courant continu provoque la dissolution du métal en surface sur une pièce reliée au pôle anodique et immergée dans un électrolyte spécifique. Le phénomène de dissolution est dirigé préférentiellement sur les micro-aspérités. La surface est nivellée et devient brillante. de ce fait on parle d'électro-polissage.
La structure macrogéométrique reste identique mais ses contours sont arrondis et la surface subit un nivellement. Les angles vifs et les saillies sont soumis à une attaque plus forte ce qui permet un ébavurage et un micro-ébavurage sur l'ensemble de la surface. Les résultats sont parfaitement reproductibles ce qui permet le traitement de pièces à tolérance limitée. L'électro-polissage provoque un dégagement d'oxygène, évite les inclusions d'hydrogène et la fragilisation des pièces.
Résultats :
Les surfaces métalliques ayant subi un traitement soit électro-chimique soit mécanique sont fondamentalement différentes. Une surface métallique soumise à l'usinage, fraisage, perçage, émerisage, polissage, subit des modifications de ses propriétés originelles. L'élévation de la température, la déformation de la pièce durant le traitement mécanique, provoquent des changements de structure, grossissement des cristaux et des tensions internes.
Contrairement à ces techniques, les procédés d'électropolissage ont pour effet d'enlever les couches superficielles sans provoquer de perturbations mécaniques, thermiques ou chimiques.
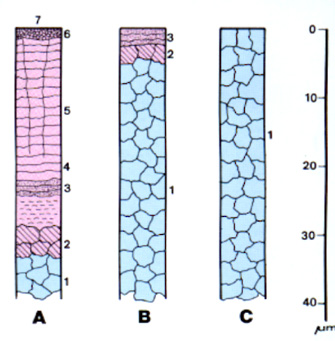
Le schéma ci-contre montre l'influence du traitement de surface sur l'épaisseur de la couche perturbée par une préparation mécanique (A : polie mécaniquement, B: laminée, C : électropolie.)
Où 1 : Austénite / 2 : Austénite et ferrite déformée à froid / 3 : Ferrite déformée à froid / 4 : Austénite déformé / 6 : Grains déformés et inclusion d'oxydes / 7 : différents oxydes.
Source : J. Wulff, The Metallurgy of Surface Finish, Cambridge/Mass.
Le polissage électrolytique supprime tous ces défauts et restitue les caractéristiques originales du matériau.
Les surfaces électropolies sont :
¤Exemptes d'impuretés et de tensions internes
¤Nivelées et exemptes de microfissures
¤Passives chimiquement
¤Exemptes de bavures, copeaux, paillettes, particules et inclusions gazeuses
¤Brillantes et décoratives.
Les surfaces électropolies sont remarquables pour :
¤L'amélioration de la tenue à la corrosion et l'augmentation de leur durée de vie
¤La réduction de la résistance au frottement
¤La facilité du nettoyage, la diminution d'adhérence des produits et du risque de germination microbienne
¤La diminution du risque de pollution radioactive et l'amélioration de la capacité de décontamination
¤La diminution des réactions catalytiques de surface
¤La facilité de dégazage des surfaces dans les installations de vide très poussé
¤L'amélioration des conditions d'électro-déposition
¤La facilité de soudage
¤Une réflectivité optimale
¤Une qualité de départiculation et leur stabilité pyrogénique
¤Le contrôle facilité grâce à l'enlèvement des couches perturbées et à la mise en évidence des défauts d'usinage et de fabrication.
_________________
L'homme n'est pas fait pour travailler. La preuve, c'est que ca le fatigue.
http://picasaweb.google.com/juldebecos
http://www.dailymotion.com/Debecos |
|
| Revenir en haut de page |
|
| |
olisox
VIP - Disciple du Galet


Inscrit le: 02 Nov 2005
Messages: 1686
Localisation: TOULOUSE
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 13:25 Sujet du message:
|
|
|
j'essai la methode du microbillage bille de verre sur un moteur pour la prochaine course .
maniere de voir si on le voit la difference .
j'ai deja entendu dire que c'etait pas mal donc je test .
par contre polissage calotte piston et culasse ca j'aime bien et c'est vrai que sur une trois heures ou 4 heures le depot est infime sur le piston .
a+ olive
_________________
TEAM OLISOX
FOGUYPERFORMANCE
IL EN RESTE UNE A GAGNER
champion de france 09 bras de fer |
|
| Revenir en haut de page |
|
| |
chicane mobile
Modérateur


Inscrit le: 10 Oct 2005
Messages: 1927
Localisation: OUDON (44)
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 13:39 Sujet du message:
|
|
|
Moi je laisse brut de fabrication, je ne fais rien, parce que j'ai po le temps de polir. 
et...çà marche! 
_________________
Chicane mobile, aluminiumovore
le sox en vendéo-Bretagne, çà vous gagne!
mes p'tites vidéos sur: http://www.dailymotion.com/chicane_mobile |
|
| Revenir en haut de page |
|
| |
debecos
Rêve la nuit de Solex
Inscrit le: 02 Nov 2005
Messages: 1842
Localisation: 44 Nantes SUD
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 13:48 Sujet du message:
|
|
|
| chicane mobile a écrit: | Moi je laisse brut de fabrication, je ne fais rien, parce que j'ai po le temps de polir.
et...çà marche! |
Oui mais le brut de fabrication corespond a quel grain dans ton cas ?? 400 500 
_________________
L'homme n'est pas fait pour travailler. La preuve, c'est que ca le fatigue.
http://picasaweb.google.com/juldebecos
http://www.dailymotion.com/Debecos |
|
| Revenir en haut de page |
|
| |
granjoie
Pilier de comptoir de Solex-Compétition
Inscrit le: 13 Aoû 2006
Messages: 895
Localisation: Grenoble
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 14:17 Sujet du message:
|
|
|
Pour répondre facilement (sans devoir fournir d'explications fastidieuses que je devrais réviser auparavant en plus), je prendrais l'image connue de la balle de Golf.
Pourquoi les balles de Golf présentent elles une surface régulièrement percée: parce que les joueurs s'étaient vite appercu que les balles usagées allaient bien plus loin que les neuves (lisses alors), de petites irrégularités permettent que des turbulences (favorables) se créent près de la surface / parois: le corps, masse gazeuse pour le cas qui nous intéresse est alors moins ralentis.
Ca, je savais....Et y'a quelque chose d'interessant là aussi , reste à tester, info ou intox, moi j'y crois un peu...
http://www.dam-sport.net/article-594,25,23_Clapet-Carbone-HEBO-qballe-De-Golfq-032.fr.html
Pour le polissage des bielles origines, c'est vrai que ca renforce la surface et y parait quelle sont plus costaud aprés mais quelles ont tendances à légerement vrillés (hein Debecos) 
_________________
....Complétement accroc à Nouziers, shooté à l'endurance.... |
|
| Revenir en haut de page |
|
| |
debecos
Rêve la nuit de Solex
Inscrit le: 02 Nov 2005
Messages: 1842
Localisation: 44 Nantes SUD
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 14:26 Sujet du message:
|
|
|
| granjoie a écrit: |
Pour le polissage des bielles origines, c'est vrai que ca renforce la surface et y parait quelle sont plus costaud aprés mais quelles ont tendances à légerement vrillés (hein Debecos) |
Et oui  mais la vrille est du a la casse du vilo qui en passant la casse serai du a une matiere traite trop dur donc cassante et au fait qu il avait la forme d origine donc peut de matiere au tour du maneton mais la vrille est du a la casse du vilo qui en passant la casse serai du a une matiere traite trop dur donc cassante et au fait qu il avait la forme d origine donc peut de matiere au tour du maneton
sinon pour revenir au sujet jaime bien les lamelle de clapet mais pour l etancheite ???
_________________
L'homme n'est pas fait pour travailler. La preuve, c'est que ca le fatigue.
http://picasaweb.google.com/juldebecos
http://www.dailymotion.com/Debecos |
|
| Revenir en haut de page |
|
| |
granjoie
Pilier de comptoir de Solex-Compétition
Inscrit le: 13 Aoû 2006
Messages: 895
Localisation: Grenoble
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 14:29 Sujet du message:
|
|
|
Trés interessant ton article Debecos  , donc l'électro polissage m'a l'air mieux que le microbillage question création de couche limite sur paroi, vrai , donc l'électro polissage m'a l'air mieux que le microbillage question création de couche limite sur paroi, vrai
Si oui, peut il s'appliquer à toutes les matieres (alu) et le cylindre peut il etre traité sans risque pour le traitement Nickasil .
Ne modifie t'il pas les tolérances de jeu (portés de roulement pour un carter, alésage ou ovalisation cylindre
En gros peut on traiter tous le bas moteur de cette facon
_________________
....Complétement accroc à Nouziers, shooté à l'endurance.... |
|
| Revenir en haut de page |
|
| |
granjoie
Pilier de comptoir de Solex-Compétition
Inscrit le: 13 Aoû 2006
Messages: 895
Localisation: Grenoble
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 14:34 Sujet du message:
|
|
|
sinon pour revenir au sujet jaime bien les lamelle de clapet mais pour l etancheite ???
Je me suis posé la meme question mais je crois qu'il y a juste la face externe traité balle de golf, face interne plane mais à confirmer.
De maniere, cà doit etre aspect légerement balle de golf et avec des portés lamelles viton ça doit passé à mon avis  Mérite quand meme à etre testé Mérite quand meme à etre testé
_________________
....Complétement accroc à Nouziers, shooté à l'endurance.... |
|
| Revenir en haut de page |
|
| |
granjoie
Pilier de comptoir de Solex-Compétition
Inscrit le: 13 Aoû 2006
Messages: 895
Localisation: Grenoble
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 14:41 Sujet du message:
|
|
|
j'essai la methode du microbillage bille de verre sur un moteur pour la prochaine course .
maniere de voir si on le voit la difference .
Olivier,
Ben nous ont avez déja test, quand j'étais en 50cc, et résultat, le moteur microbillé prenez moins de tour (environ 200/300 tours mais été sensiblement plus plein, plus franc et plus coupleux...
Enfin bon ça reste du subjectif car pas de banc pour mesurer, par contre le moteur polis, mes doigt s'en souvienne encore (ampoules et blessures  ) et le temps passé à tous polir pour finalement pas grand chose sauf que ça claque quand ont démonte (je parle bien sur pour le bas moteur) ) et le temps passé à tous polir pour finalement pas grand chose sauf que ça claque quand ont démonte (je parle bien sur pour le bas moteur) 
_________________
....Complétement accroc à Nouziers, shooté à l'endurance.... |
|
| Revenir en haut de page |
|
| |
debecos
Rêve la nuit de Solex
Inscrit le: 02 Nov 2005
Messages: 1842
Localisation: 44 Nantes SUD
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 14:50 Sujet du message:
|
|
|
Le Polissage Electro-chimique c est surtout pour l inox, mais je vais me renseigner chez mon soustraitant
Pour le traitement de l alu :
Anodisation de pièces alu
Laluminium soxyde naturellement à lair libre et possède de ce fait une très fine couche passive dalumine (oxyde daluminium) à sa surface.
Mais cette couche est soumise à détérioration à cause de sa fragilité venant de sa trop faible épaisseur et de son caractère non homogène.
Lanodisation sulfurique est un traitement par électrolyse en milieu acide, qui consiste à réaliser une oxydation forcée et contrôlée afin dobtenir une couche protectrice passive dalumine suffisamment épaisse et homogène.
La surface ainsi obtenue sera stable, résistante et plus facilement nettoyable
Tribofinition de pièces alu
Tout le monde comprend comment la nature arrive à nous offrir de beaux galets bien ronds sur nos plages, grâce à lérosion provoquée par le roulement de ceux-ci les uns sur les autres aux rythmes des marées.
Le traitement de tribofinition sapparente à cette technique ancestrale, de façon mécano-chimique, en mettant en rotation la pièce à traiter dans un environnement de médias vibrants et délectrolytes appropriés.
Les médias utilisés sont en fonction du résultat à obtenir : ébavurage, brillantage, glaçage
Microbillage de pièces alu
Cest un traitement mécanique par projection dabrasifs (bille de verre granulométrie 100/200 microns, en général) à lair comprimé.
Ce traitement de microbillage est généralement terminé par pulvérisation dun produit anti-tâches, hydrofuge, évitant lincrustation de marques indélébiles, et permettant une plus grande nettoyabilité.
Pour laluminium, le microbillage peut être un traitement de préparation de surface avant anodisation, donnant ainsi une pièce daspect propre et homogène sans avoir besoin de la décaper, évitant ainsi de modifier les côtes dimensionnelles trop serrées, pour les pièces usinées par exemple.
Décapage de pièces alu
Le décapage aluminium est un traitement purement chimique consistant essentiellement à blanchir et/ou ébavurer. Il offre les avantages suivants :
Surfaces propres et blanchies, retour à une surface saine
Elimination des oxydes colorés de soudure
Possibilité débavurage contrôlé
Bonne préparation pour dautres traitements (peinture, anodisation
)
_________________
L'homme n'est pas fait pour travailler. La preuve, c'est que ca le fatigue.
http://picasaweb.google.com/juldebecos
http://www.dailymotion.com/Debecos |
|
| Revenir en haut de page |
|
| |
shadocs
Pilier de comptoir de Solex-Compétition

Inscrit le: 08 Jan 2006
Messages: 996
Localisation: Rennes
Mon Sox :
|
| Posté le: Jeu 21 Juin 2007 à 16:01 Sujet du message:
|
|
|
| debecos a écrit: |
Pour certain pour améliorer le couple :
- Polissage des conduits d'admission ce qui réduit les pertes de charges
- Polissage des conduits d'échappement (meilleurs évacuation des gaz brûlés donc meilleur échange de gaz)
-Au contraire, un polis "miroir" des transferts par exemple, crée un phénomène de condensation sur les parois qui rendra plus adhérente le charge fraîche en mouvement |
Si je suis d'accord avec tes 2 premières propositions
la 3ème me parait moins evidente ... a cause de la 2eme
De mon point de vue les phénomènes
de condensation dont tu parles
doivent être nettement plus sensibles
à l'admission que dans les transferts
car l'admission est froide alors que
les transferts sont chauds.
et ce pour 2 raisons :
=> les transferts sont plus pres de la ou
ca brule
=> Dans les transferts les gazs sont comprimés
contrairement à l'admission
D'autre part l'utilisation de la couche limite
(ou la flemme de polir )
à pour corrolaire : la diminution de la section
et souvent le problème sur les solex
(sauf pour les SP et les proto a gros transferts
rapportés)
c'est que les transferts constituent le goulot
d'étranglement du moteur
et puis si on y refléchi encore un peu
il doit bien y avoir une pellicule d'huile
dans tout ca non ?
et donc peut être que la réponse à
Je poli je poli pas ... est moins
facile à trouver qu'il n'y parait et qu'elle
dépend d'un tas d'autres paramètres.
Pour ma part comme j'aime tout ce qui brille
je poli ...
_________________
Shadocs
Life with no risks
is life with no taste |
|
| Revenir en haut de page |
|
| |
|





